Verloren schuimgieten is een geavanceerd gietproces met verdampingspatroon waarbij een schuimpatroon – een exacte replica van het gewenste onderdeel – wordt verpakt in los zand en vervolgens wordt gevuld met gesmolten metaal dat het schuim verdampt en zijn precieze vorm aanneemt. De producten vervaardigd met behulp van verloren schuimgieten omvatten motorblokken voor auto's, complexe spruitstukken, industriële pomphuizen, kleplichamen, spoorwegcomponenten en artistieke beeldhouwwerken - elk onderdeel dat nauwe maattoleranties, ingewikkelde interne geometrie of bijna-netvormige uitvoer vereist die onbetaalbaar duur zou zijn om te bewerken of uit meerdere stukken te assembleren. Volgens de American Foundry Society (AFS, 2023) werd de wereldwijde markt voor verloren schuimgieten geschat op ongeveer 1,68 miljard dollar in 2022 en zal naar verwachting tot 2030 groeien met een CAGR van 6,1%, voornamelijk gedreven door de eisen voor lichtgewicht auto's en de eliminatie van kernen en bindmiddelen die traditioneel zandgieten vereist. Dit artikel onderzoekt precies welke producten met dit proces worden gegoten, waarom het beter presteert dan alternatieven voor specifieke geometrieën, en welke materiaal- en industriële beperkingen bepalen wanneer verloren schuim de juiste keuze is – en niet is.
Hoe Verloren schuimgieten werkt: het proces achter de producten
Verloren schuimgieten produceert netvormige metalen onderdelen door de traditionele zandvorm en kernen te vervangen door een schuimpatroon dat wordt vernietigd - "verloren" - wanneer gesmolten metaal de vormholte vult. Het procesverloop bepaalt welke productgeometrieën haalbaar zijn en waarom deze methode ontwerpen mogelijk maakt die conventioneel gieten niet economisch kan produceren:
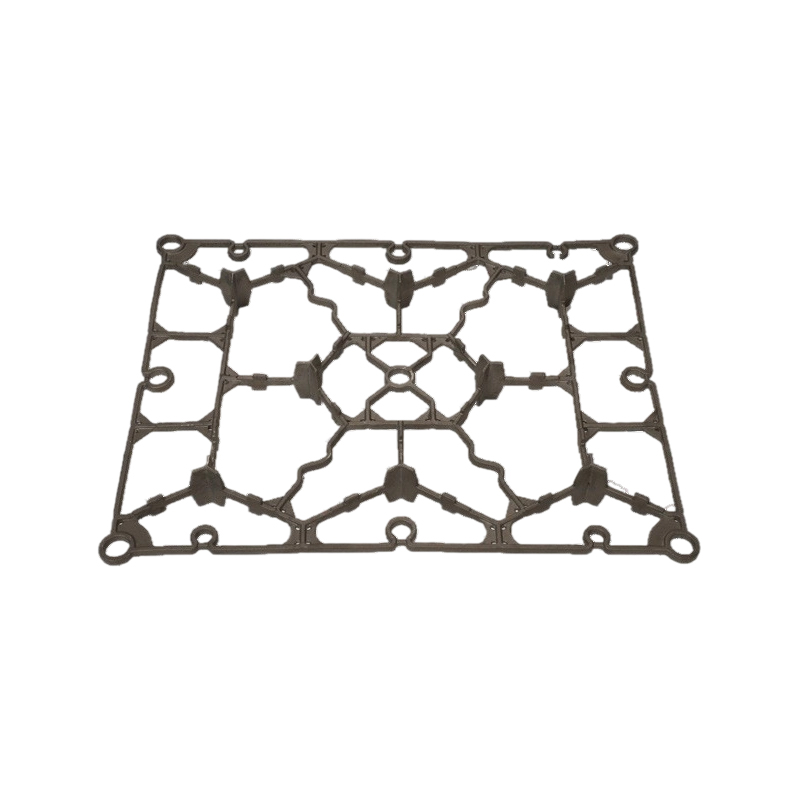
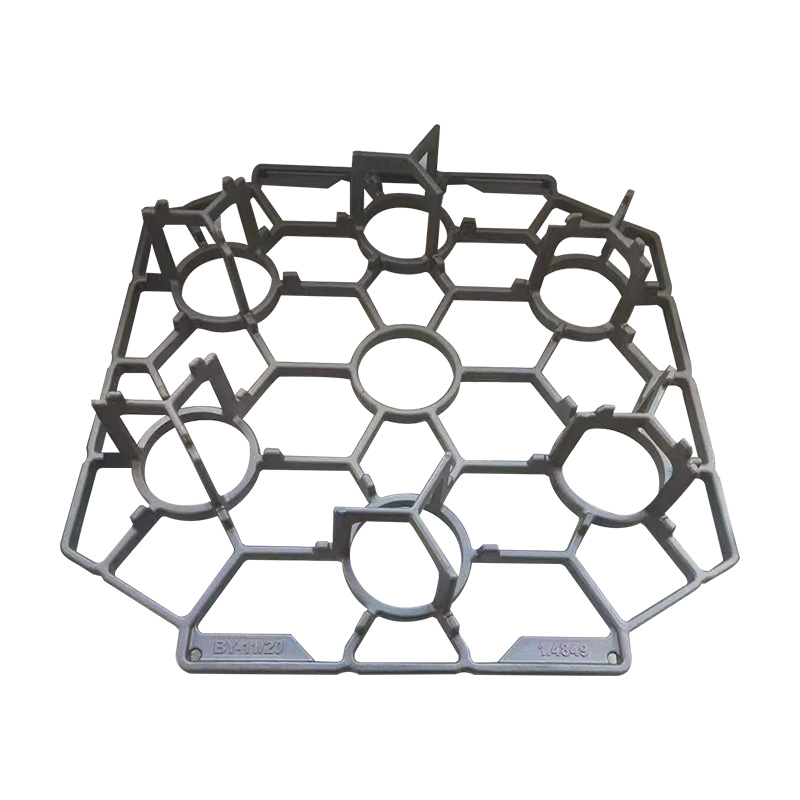
- Vervaardiging van schuimpatronen: Uitbreidbare polystyreen (EPS) kralen worden in een aluminium gereedschap geïnjecteerd en met stoom geëxpandeerd om een patroon van het laatste onderdeel te vormen, inclusief alle interne doorgangen, nokken en ondersnijdingen. Voor complexe samenstellingen worden meerdere schuimsubpatronen aan elkaar gelijmd met een in water oplosbare lijm om één gietpatroon te creëren. De maatnauwkeurigheid van het schuimpatroon bepaalt rechtstreeks de maatnauwkeurigheid van het gietstuk - toleranties van ±0,005 inch per inch (±0,127 mm/mm) zijn haalbaar per ASTM E2349 / AFS-richtlijnen .
- Vuurvaste coating: Het samengestelde schuimpatroon wordt gedompeld in een keramische vuurvaste slurry (meestal op basis van aluminiumoxide of zirkoon) van 1 tot 3 mm dik, en vervolgens gedroogd. Deze coating heeft twee functies: het zorgt voor stijfheid om de patroonafmetingen te behouden onder de verdichtingsdruk van het zand, en het regelt de snelheid waarmee schuimafbraakgassen uit de mal doordringen - een parameter die rechtstreeks van invloed is op de oppervlaktekwaliteit en porositeit van het voltooide gietstuk.
- Zandverdichting: Het gecoate patroon wordt ingebed in droog, ongebonden silicazand in een stalen kolf, en de kolf wordt getrild om het zand gelijkmatig rond alle patroonkenmerken te verdichten. Er worden geen bindmiddelen, harsen of groenzandwatertoevoegingen gebruikt; het zand is in wezen herbruikbaar zonder conditionering, een aanzienlijk proceskostenvoordeel.
- Gieten en patroonverdamping: Gesmolten metaal wordt rechtstreeks op de aanspuiting van het schuimpatroon gegoten. Door de hitte van het metaal verdampt het EPS-schuim ongeveer 2.600 °F (1.427 °C) bij het gieten van aluminium wordt een verbrandingsfront gegenereerd dat door het patroon voortbeweegt terwijl metaal de holte erachter vult. Afbraakgassen ontsnappen via de doorlatende vuurvaste coating en het ongebonden zand.
- Knock-out en afwerking: Na het stollen wordt de kolf omgekeerd en valt het gietstuk met minimale inspanning uit het losse zand - geen uitklophamers, geen kernverwijdering, geen snijgereedschappen vereist voor de meeste geometrieën. Het gewonnen zand wordt gekoeld en direct hergebruikt.
Welke autoproducten worden gemaakt met verloren schuimgietwerk?
De auto-industrie is de grootste eindgebruiker van verloren schuimgieten , goed voor ongeveer 65-70% van het wereldwijde verloren schuimproductievolume (Bron: Wereldwijd castingmagazine, 2022 ). Het proces werd vanaf het einde van de jaren tachtig door autofabrikanten overgenomen, juist omdat het de productie mogelijk maakt van complexe aluminium- en ijzeren gietstukken met meerdere doorgangen die voorheen onmogelijk waren in één keer gieten of waarvoor meerdere machinaal bewerkte en geassembleerde componenten nodig waren.
Motorblokken en cilinderkoppen
Aluminium motorblokken en ijzeren cilinderkoppen zijn de toepassingen met het grootste volume verloren schuimgieten in de automobielindustrie. Een motorblok bevat watermantels, oliedoorgangen, cilinderboringen en boutnokken – allemaal in één geometrisch complex gietstuk dat bij conventioneel zandgieten 6 tot 14 zandkernen vereist om de interne doorgangen te vormen. In verloren schuimgieten wordt het volledige blokpatroon – inclusief alle interne doorgangen – vervaardigd als één enkel schuimsamenstel, waardoor alle kernen en de dimensionale variatie die ze introduceren worden geëlimineerd. Het resultaat is een netvormig gietstuk met gladdere interne doorgangswanden (waardoor pompverliezen in watermantels worden verminderd) en een nauwere afstand tussen boring en boring dan alternatieven met kernsets mogelijk maken, waardoor inkrimping van de motor en gewichtsvermindering mogelijk zijn. Een typisch inline-4 aluminium motorblok geproduceerd door verloren schuimgieten weegt ongeveer 20-25% minder dan een gelijkwaardig ijzergietstuk en vereist 40% minder bewerkingen vergeleken met hetzelfde onderdeel geproduceerd door conventioneel groen zandgieten (bron: SAE Internationaal technisch document 2021-01-0428 ).
Inlaatspruitstukken
Inlaatspruitstukken – de componenten die lucht of een lucht-brandstofmengsel van het gasklephuis naar de inlaatpoort van elke cilinder verdelen – behoren tot de geometrisch meest complexe gietstukken in een motor. Hun lange, gebogen, vertakkende interne lopers moeten nauwkeurig worden gedimensioneerd voor een gelijke verdeling van de luchtstroom naar alle cilinders; elke runner-to-runner-variatie verslechtert direct de uniformiteit van de verbranding en het geleverde vermogen. Verloren schuimgieten produceert aluminium inlaatspruitstukken uit één stuk met gladde, nauwkeurig gevormde geleiders in één enkele handeling, terwijl conventioneel gieten een meerdelige constructie vereist met met pakkingen verbonden secties die stapdiscontinuïteiten bij elke verbinding introduceren. Per SAE-papier 2019-01-1083 , uit één stuk verloren schuimcast aluminium spruitstukken vertonen een stroomvariatie tussen runner en runner van minder dan 1,5% , vergeleken met 3-5% variatie in geassembleerde meerdelige spruitstukken.
Uitlaatspruitstukken
Uitlaatspruitstukken vereisen ijzerlegeringen voor hoge temperaturen (meestal D5S nodulair gietijzer of SiMo nodulair gietijzer voor temperaturen tot 900 °C) in complexe gebogen geometrieën die van binnen glad moeten zijn om de tegendruk te minimaliseren. Verloren schuimgieten produceert deze geometrieën zonder kernen, waardoor interne oppervlakteafwerkingen van Ra 250–500 micro-inch (6,3–12,5 µm) worden bereikt in gegoten toestand - voldoende voor uitlaatservice zonder secundaire bewerking van interne oppervlakken.
Differentiële dragers en transmissiehuizen
Differentieeldragers en transmissiehuizen combineren complexe externe geometrie (montagenokken, lagerzadels, ribpatronen) met nauwkeurig gedimensioneerde interne lagerboringen, waardoor ze ideale kandidaten zijn voor verloren schuimgieten . Het vermogen van het proces om een maattolerantie van ±0,005 in/in aan te houden op de locaties van lagerboringen vermindert de benodigde bewerkingsvoorraad en maakt het in sommige gevallen mogelijk om lagerboringen te gebruiken in de gegoten toestand met alleen een afwerkbewerking in plaats van volledig kotteren.
Remklauwen en knokkels
Aluminium remklauwen en fusees worden geproduceerd via verloren schuimgieten om het onafgeveerde gewicht te minimaliseren – een cruciale factor in de rijdynamiek van voertuigen. EEN verloren schuimcast aluminium voorste fusee weegt ongeveer 3,5-4,5 lbs, vergeleken met 7-9 lbs voor een gelijkwaardig ijzeren zandgietstuk, met gelijkwaardige structurele prestaties bij de belastingsgevallen gedefinieerd in SAE J328-normen voor wiel- en knokkelvermoeidheid .
Welke industriële en technische producten worden gegoten met behulp van verloren schuimgieten?
Naast de automobielsector, verloren schuimgieten is het voorkeursproces voor een breed scala aan industriële producten waarbij de complexiteit van het ontwerp, interne doorgangen of nauwe toleranties alternatieve gietmethoden oneconomisch maken. Industriële toepassingen zijn goed voor ongeveer 20–25% van de mondiale verloren schuimproductie (Bron: AFS Lost Foam Casting-commissie, 2022 ).
Pomphuizen en waaiers
Centrifugaalpomphuizen en waaiers vereisen gladde, nauwkeurig gebogen interne slakkenhuisdoorgangen die direct de hydraulische efficiëntie bepalen. Verloren schuimgieten produceert gietijzeren en roestvrijstalen pomphuizen met een gladde oppervlakteafwerking die gladder is dan conventioneel zandgieten, waardoor de hydraulische verliezen worden verminderd en de pompefficiëntie met 2 tot 5 procentpunten wordt verbeterd bij gelijkwaardige stroomsnelheden - een meetbare energiebesparing over miljoenen industriële pompuren per jaar. Volgens de Normen van het Hydraulisch Instituut (HI 1.3, 2020) , interne slakkenhuis Ra-waarden onder 500 micro-inch (12,5 µm) verbeteren meetbaar de efficiëntie in centrifugaalpompen boven 500 GPM; verloren schuimgieten bereikt dit in gegoten toestand zonder nabewerking van het slakkenhuisoppervlak.
Kleplichamen
Complexe kleplichamen voor industriële procescontrole, olie- en gas- en hydraulische systemen bevatten meerdere interne stroomdoorgangen, kruisgeboorde poorten en nauwkeurig gedimensioneerde zittingboringen - een combinatie die meerdere kernen vereist bij conventioneel gieten of uitgebreide machinale bewerking uit knuppels. Verloren schuimgieten produceert deze interne doorgangsnetwerken in één keer, waardoor scheidingslijnflitsen op interne zittingoppervlakken worden geëlimineerd en de bewerkingsvereisten met 30-50% worden verminderd in vergelijking met knuppelbewerking voor middelgrote tot grote kleplichamen (bron: Casting Technology Internationaal, 2021 ).
Compressorbehuizingen en scrollcomponenten
Scrollcompressorlichamen – gebruikt in HVAC-systemen, koeling en pneumatisch gereedschap – bevatten ingewikkelde spiraaloppervlakken die tot de meest geometrisch complexe vormen behoren die door gieten kunnen worden geproduceerd. Verloren schuimgieten reproduceert deze spiraalgeometrieën uit het schuimpatroon met een maatnauwkeurigheid die niet haalbaar is bij conventioneel zandgieten, waardoor productie in een bijna-netvorm mogelijk is waarbij alleen nabewerking op de bijpassende scrolloppervlakken vereist is in plaats van ruwe bewerking uit een ruw gietstuk met aanzienlijke materiaalverwijdering.
Versnellingsbakken en reductiekasten
Industriële versnellingsbakhuizen moeten een nauwkeurige uitlijning van de lagerboringen behouden over complexe geometrieën met meerdere vlakken, vaak met ribben, koelvinnen, oliekanalen en montagekussens allemaal op hetzelfde gietstuk. Verloren schuimgieten produceert deze complexe geometrieën met ribdiktes zo laag als 3 mm en hoekradii zo krap als 1,5 mm , waardoor versnellingsbakontwerpen met dunnere wanden mogelijk zijn die het gewicht verminderen zonder de stijfheid van de behuizing in gevaar te brengen.
Welke andere industrieën en producten gebruiken verloren schuimgieten?
Naast de automobielsector en de zware industrie, verloren schuimgieten bedient een breed scala aan gespecialiseerde productcategorieën waarbij de unieke combinatie van ontwerpvrijheid en maatprecisie specifieke voordelen biedt.
Spoorweg- en spoorweginfrastructuurcomponenten
Remschoenen, draaistelframes en koppelingscomponenten vereisen zeer sterk nodulair gietijzer of mangaanstaal in complexe geometrieën die aan strenge normen op het gebied van vermoeidheid en impact moeten voldoen. Verloren schuimgieten wordt gebruikt voor remschoenlichamen en behuizingen van wrijvingsinzetstukken, waardoor consistente, porositeitvrije gietstukken worden geproduceerd die voldoen AAR (Association of American Railroads) M-215-specificatie voor spoorweggietstukken. De eliminatie van scheidingslijnen en kernen vermindert spanningsconcentratiepunten in structurele gietstukken voor spoorwegen, waardoor de levensduur van vermoeiing wordt verbeterd in vergelijking met conventionele zandgietstukken met dezelfde geometrie.
Onderdelen van landbouwmachines
Hydraulische kleplichamen voor tractoren, zaaddoseerbehuizingen voor plantmachines en concave frames voor maaidorsers worden geproduceerd via verloren schuimgieten in nodulair gietijzer en aluminium. Landbouwmachines vereisen een complexe geometrie voor vloeistofbehandeling bij lage tot gemiddelde productievolumes – precies de omstandigheden waarin verloren schuimgieten's Het gereedschapskostenvoordeel ten opzichte van spuitgieten is het meest significant. EEN verloren schuimgieten gereedschap voor een hydraulisch spruitstuk van een tractor kost ongeveer $ 15.000 - $ 40.000 , vergeleken met $80.000–$250.000 voor een gelijkwaardig hogedrukspuitgietgereedschap, waardoor het zuinig is bij jaarlijkse volumes van 500–10.000 eenheden per jaar.
Scheepsmotor- en voortstuwingscomponenten
Scheepsbuitenboordmotorblokken, hekaandrijvingsbehuizingen en scheepspompwaaiers worden geproduceerd via verloren schuimgieten in aluminiumlegeringen vanwege hun combinatie van corrosieweerstand, lichtgewicht en geometrische complexiteit. De onderunits van buitenboordmotoren – die de tandwielkast, de waterpompdoorgangen en de trimlipbevestiging bevatten – behoren geometrisch tot de meest ingewikkelde kleine gietstukken in de maritieme productie, met elkaar kruisende doorgangen waarvoor bij conventioneel gieten drie tot vijf kernen nodig zijn.
Kunstgieten en architectonisch metaalwerk
Kunstenaars en architecten gebruiken verloren schuimgieten (in kunstcontext vaak "full-mold casting" genoemd) om bronzen en aluminium sculpturen, architecturale sierpanelen en op maat gemaakte hardware te produceren met de volledige oppervlaktetextuur en details van het originele gesneden schuimmodel. In tegenstelling tot investeringsgieten, waarvoor een waspatroon en een keramische schaal nodig zijn, verloren schuimgieten stelt kunstenaars in staat rechtstreeks in EPS-schuim te snijden met gewone gereedschappen (hete draad, messen, raspen) en direct te gieten zonder tussentijdse modeloverdracht - waarbij de spontane oppervlaktetextuur behouden blijft die verloren zou gaan bij een meerstaps reproductieproces.
Verloren schuimgieten versus andere gietmethoden: wat is het beste voor welke producten?
Verloren schuimgieten vervangt niet alle andere gietmethoden; het is selectief superieur voor specifieke producteigenschappen. De onderstaande tabel vergelijkt het met groen zandgieten, investeringsgieten en hogedrukspuitgieten op basis van de criteria die de processelectie voor typische industriële producten bepalen:
| Criteria | Lost Foam Casting | Groen zandgieten | Investeringscasting | Hogedrukspuitgieten |
|---|---|---|---|---|
| Dimensionale tolerantie | ±0,005 inch/inch | ±0,030 inch/inch | ±0,003 inch/inch | ±0,002 inch/inch |
| Oppervlakteafwerking (zoals gegoten Ra) | 125–500 µin (3–12,5 µm) | 500–1.000 µin (12,5–25 µm) | 63–125 µin (1,6–3,2 µm) | 32–125 µin (0,8–3,2 µm) |
| Interne passages (kernloos) | Ja – elke geometrie | Vereist zandkernen | Ja – beperkt door de inklapbaarheid van was | Vereist dia's/kernen; beperkte geometrie |
| Gereedschapskosten | Laag – Gemiddeld ($ 15.000 – $ 80.000) | Laag ($5.000 – $30.000) | Gemiddeld ($10.000 – $60.000) | Hoog ($80.000 – $500.000) |
| Bereik deelgewicht | 0,1 pond tot 2.000 pond | 0,5 pond tot 100.000 pond | 0,001 pond tot 100 pond | 0,1 pond tot 150 pond |
| Geschiktheid voor productievolumes | 500–500.000 onderdelen/jaar | 1–100.000 onderdelen/jaar | 100–100.000 onderdelen/jaar | 10.000–1.000.000 onderdelen/jaar |
| Compatibiliteit van legering | Al-, Fe-, Cu-, Mg-, Ni-legeringen | Alle legeringen | Alle legeringen | Al, Mg, Zn, Cu (non-ferro) |
| Typische producten | Motorblokken, spruitstukken, pomphuizen, kleplichamen | Grote structurele, eenvoudige geometrie, zware machines | Turbinebladen, chirurgische implantaten, sieraden | Behuizingen voor consumentenelektronica, eenvoudige structurele onderdelen |
Tabel 1: Vergelijking van verloren schuimgieten met groen zand, investerings- en hogedrukspuitgieten over maattolerantie, oppervlakteafwerking, interne doorgangsmogelijkheden, gereedschapskosten en typische producten. Bronnen: AFS, SAE International, Casting Technology International (2021–2023).
Welke materialen worden gebruikt in verloren schuimgietproducten?
De keuze van gegoten metaal in verloren schuimgieten bepaalt welke producten gemaakt kunnen worden en tegen welke gebruiksomstandigheden het gietstuk bestand is. Het proces is compatibel met een breder scala aan legeringen dan spuitgieten onder hoge druk, en het vermogen om ferrolegeringen te verwerken onderscheidt het van veel andere precisiegietopties:
| Materiaal | Giettemperatuur | Marktaandeel in LFC | Typische producten |
|---|---|---|---|
| Aluminiumlegeringen (A319, A356, A380) | 1.300–1.450 °F (705–790 °C) | ~55% | Motorblokken, inlaatspruitstukken, knokkels, pomphuizen |
| Grijs en nodulair gietijzer | 2.600–2.800 °F (1.427–1.538 °C) | ~30% | Uitlaatspruitstukken, cilinderkoppen, remcomponenten, versnellingsbakken |
| Roestvrij staal (304, 316, 17-4 PH) | 2.700–2.900 °F (1.482–1.593 °C) | ~8% | Maritieme componenten, pompwaaiers, voedselverwerkingsapparatuur |
| Brons- en koperlegeringen | 1.010–1.149 °C (1.850–2.100 °F) | ~5% | Kunstgietwerk, decoratieve architecturale elementen, maritieme uitrusting |
| Magnesiumlegeringen (AZ91, AM60) | 1.200–1.350 °F (649–732 °C) | ~2% | Lichtgewicht structurele onderdelen, prototypes van beugels voor de luchtvaart |
Tabel 2: Gietmaterialen gebruikt bij verloren schuimgieten naar marktaandeel, giettemperatuur en typische producttoepassingen. Bron: Jaarverslag AFS Lost Foam Casting Committee (2022).
Waarom verloren schuimgieten wordt verkozen boven alternatieven voor complexe producten
Ingenieurs en inkoopteams kiezen verloren schuimgieten voor specifieke producten wanneer drie of meer van de volgende omstandigheden gelijktijdig aanwezig zijn – omstandigheden die alternatieve processen technisch ontoereikend of economisch onbetaalbaar maken:
- Complexe interne doorgangen waarvoor 3 of meer zandkernen nodig zijn: Elke kern bij conventioneel zandgieten brengt gereedschapskosten, assemblagearbeid, maatvariatie bij kernafdrukken en potentieel voor kernverschuiving tijdens het gieten met zich mee. Een product dat bij conventioneel gieten acht kernen nodig heeft, wordt doorgaans kostenconcurrerend verloren schuimgieten bij jaarlijkse volumes van meer dan 2.000 eenheden, en superieur in zowel kosten als kwaliteit boven 5.000 eenheden (Bron: Casting Technology Internationaal, 2021 ).
- Bijna-netvormvereiste die de bewerking minimaliseert: Voor producten waarbij de kosten voor het verwijderen van ruw gietwerk hoger zijn dan 25% van de totale onderdeelkosten, verloren schuimgieten's maatnauwkeurigheid en kernloze productie van interne doorgangen verminderen de bewerkingstijd dramatisch. Het totale productiekostenvoordeel ten opzichte van conventioneel zandgieten bedraagt 15-35% voor complexe aluminium aandrijflijnonderdelen per SAE Internationaal (2020) .
- Scheidingslijnvrije externe geometrie: Conventioneel gieten vereist tochthoeken en scheidingslijnen op elk buitenoppervlak. Verloren schuimgieten produceert een scheidingslijn zonder scheiding, waardoor externe geometrieën mogelijk zijn – ondersnijdingen, inspringende oppervlakken, samengestelde curven – die fysiek onmogelijk zijn in een tweedelige zandvorm. Deze vrijheid maakt structurele ribbelpatronen mogelijk die zijn geoptimaliseerd voor stijfheid in verhouding tot het gewicht, zonder dat dit ten koste gaat van de diepgang.
- Middelgroot productievolume met matige tot hoge complexiteit: Verloren schuimgieten beslaat de productie-efficiëntie van tussen de 500 en 500.000 onderdelen per jaar voor complexe onderdelen – buiten het economische bereik van investeringsgieten (te langzaam) en onder het vereiste volume dat investeringen in spuitgietgereedschappen onder hoge druk rechtvaardigt.
- Milieuvereisten: Verloren schuimgieten gebruikt geen chemische bindmiddelen en genereert bij het gieten geen emissies van de afbraak van bindmiddelen (benzeen, tolueen, fenol) - een aanzienlijk voordeel in regio's met strenge VOC-voorschriften. Het droge zand is ook voor 95-98% recyclebaar zonder thermische terugwinning, waardoor het gieterijafval aanzienlijk wordt verminderd in vergelijking met chemisch gebonden zandsystemen.
Veelgestelde vragen over verloren schuimgietproducten
Vraag 1: Wat is de maximale grootte van een product dat gemaakt kan worden door verloren schuimgieten?
Verloren schuimgieten is schaalbaar van kleine onderdelen met een gewicht van een paar gram tot zeer grote industriële gietstukken die meer wegen 2.000 pond (907 kg) . Grote pomphuizen, compressorframes en industriële kleplichamen aan de bovenkant van dit assortiment worden geproduceerd in op maat gemaakte kolven tot 1,8 m (6 voet) in elke afmeting. De praktische bovengrens wordt bepaald door het vermogen om gelijkmatig rond het patroon te schuren en een gelijkmatige metaalstroom en temperatuur over de gehele vullengte te handhaven - uitdagingen die toenemen met de patroongrootte en een zorgvuldig ontwerp van het poortsysteem vereisen.
Vraag 2: Wat zijn de beperkingen van verloren schuimgieten voor productontwerp?
Verloren schuimgieten heeft drie primaire productontwerpbeperkingen. Ten eerste is de minimale wanddikte ongeveer 3 mm voor aluminium en 4 mm voor ijzer — dunnere wanden vullen zich niet betrouwbaar voordat het metalen front voorbij het ontbindende schuim beweegt. Ten tweede is het proces gevoelig voor de dichtheid en samenstelling van het EPS-schuimpatroon: schuim met een hoge dichtheid produceert meer ontbindingsgas per volume-eenheid, waardoor het risico op koolstofinsluitingen of porositeit in het gietstuk toeneemt. Ten derde is de oppervlakteafwerking, hoewel goed volgens zandgietnormen, niet zo fijn als precisiegieten (Ra 125–500 µin versus Ra 63–125 µin voor precisiegieten) - wat betekent dat producten die extreem gladde oppervlakken vereisen voor afdichtings- of lagerfuncties nog steeds precisiegieten of secundaire bewerking vereisen.
Vraag 3: Kan verloren schuimgieten holle producten produceren met gesloten interne kamers?
Ja, dit is er één van verloren schuimgieten's belangrijkste voordelen ten opzichte van alle andere gietmethoden. Een gesloten interne kamer (volledig omsloten, zonder opening naar buiten) kan worden gevormd door het schuimpatroon te vervaardigen terwijl de interne leegte al aanwezig is, hetzij door de holte tot een schuimblok te bewerken of door twee halve schuimschalen rond een schuimkerninzetstuk te monteren dat tijdens het gieten met de rest van het patroon verdampt. Dit maakt producten mogelijk zoals holle structurele knooppunten, framedelen met gesloten secties en afgedichte vloeistofkamers die fysiek onmogelijk zouden zijn om in één keer te gieten met een andere gietmethode.
Vraag 4: Hoe verhoudt verloren schuimgieten zich tot 3D-geprint zandgieten voor complexe producten?
Beide verloren schuimgieten en 3D-geprint zandgieten (binder-jet zandprinten) gaan de uitdaging aan van complexe interne geometrie zonder traditionele kernen, maar ze bezetten verschillende productievensters. 3D-geprint zandgieten blinkt uit in eenmalige prototypes en productie in zeer lage volumes (1-50 onderdelen), omdat de mal direct wordt geprint zonder enige investering in gereedschap; de instelkosten zijn in wezen nul. Verloren schuimgieten vereist een EPS-schuimgereedschap dat $ 15.000 - $ 80.000 kost, maar produceert vervolgens patronen tegen zeer lage kosten per eenheid, waardoor het aanzienlijk zuiniger wordt boven ongeveer 500 eenheden per jaar. Voor ontwikkelingsprogramma's die zowel prototypeflexibiliteit als productieschaalbaarheid vereisen, gebruiken veel fabrikanten 3D-geprint zand voor de eerste 10 tot 50 prototypegietstukken en de overgang naar verloren schuimgieten zodra het ontwerp is bevroren voor productie.
Vraag 5: Zijn verloren schuimgietstukken structureel gelijkwaardig aan conventionele zandgietstukken van dezelfde legering?
Wanneer het goed wordt gecontroleerd, verloren schuimgietens zijn metallurgisch gelijkwaardig aan groene zandgietstukken van dezelfde legering. Het primaire kwaliteitsprobleem dat uniek is voor verloren schuimgieten is koolstofopname (in ijzeren gietstukken) door onvolledige schuimverbranding en microporositeit door opgesloten ontledingsgassen - die beide worden gecontroleerd door de permeabiliteit van de vuurvaste coating, de giettemperatuur en de druk van de metaalkop. Per AFS-onderzoek (2022) , op de juiste manier verwerkte aluminium gietstukken van verloren schuim bereiken binnenin treksterkte- en vloeigrenswaarden 5% van gelijkwaardige permanente gietstukken van dezelfde legering en voldoen aan alle standaard trekvereisten voor automobielspecificaties (ASTM B108, SAE J453).
Vraag 6: Wat is de typische doorlooptijd voor de productie van een nieuw product in verloren schuimgieten?
Doorlooptijd vanaf het definitieve onderdeelontwerp tot het eerste productiegieten verloren schuimgieten is typisch 8 tot 16 weken , als volgt onderverdeeld: ontwerp en bewerking van EPS-schuimgereedschappen (4–8 weken), eerste monsters van schuimpatronen en dimensionale verificatie (1–2 weken), kwalificatie van vuurvaste coatings (1–2 weken), en eerste gietproeven en optimalisatie van procesparameters (2–4 weken). Dit is vergelijkbaar met de doorlooptijden van investeringsgieten en aanzienlijk korter dan spuitgieten onder hoge druk (16-30 weken voor een complexe matrijs), waardoor verloren schuimgieten aantrekkelijk voor programma's met gecomprimeerde ontwikkelingstijdlijnen.
Vraag 7: Wordt verloren schuimgietwerk gebruikt voor producten van superlegeringen van titanium of nikkel?
Verloren schuimgieten wordt momenteel niet commercieel gebruikt voor titanium- of nikkel-superlegeringsproducten. De extreem hoge giettemperaturen van titanium (boven 3.000 °F / 1.650 °C) en nikkel-superlegeringen (boven 2.800 °F / 1.538 °C) genereren EPS-afbraakgasvolumes en -snelheden die de permeabiliteit van de huidige vuurvaste coatingsystemen overschrijden, wat onaanvaardbare porositeit en koolstofverontreiniging veroorzaakt. Investeringsgieten met keramische schelpen blijft de productiestandaard voor deze materialen. Onderzoek naar alternatieve patroonmaterialen (PMMA-schuim, dat vollediger afbreekt dan EPS) is aan de gang en kan zich uiteindelijk uitbreiden verloren schuimgieten naar legeringen voor hogere temperaturen, zo blijkt uit onderzoek gepubliceerd in de Internationaal tijdschrift voor onderzoek naar gietmetalen (2022) .
Belangrijkste punten: producten die het meest geschikt zijn voor verloren schuimgieten
- Auto-aandrijflijn: Motorblokken, cilinderkoppen, inlaat- en uitlaatspruitstukken, transmissie- en differentieelhuizen – de toepassing met het grootste volume verloren schuim ter wereld.
- Chassis en remmen: Remklauwen, fusees en ophangingscomponenten waarbij gewichtsreductie van aluminium van cruciaal belang is.
- Industriële vloeistofbehandeling: Pomphuizen, waaiers, kleplichamen en compressorrollen waarbij gladde interne doorgangswanden rechtstreeks van invloed zijn op de operationele efficiëntie.
- Krachtoverbrenging: Tandwielkast- en reductiekastbehuizingen vereisen een strakke uitlijning van de lagerboringen over complexe meervlaksgeometrieën.
- Spoorwegen, landbouw en scheepvaart: Speciale componenten met gemiddelde productievolumes waarbij de gereedschapskostenvoordelen ten opzichte van spuitgieten overtuigend zijn.
- Kunst en architectuur: Op maat gemaakte bronzen en aluminium werken waarbij de exacte textuur en vorm van het schuimsnijwerk in metaal behouden moeten blijven.
- Kies voor verloren schuimgieten wanneer een product drie of meer interne doorgangen heeft, maatnauwkeurigheid in de vorm van een vrijwel netto vorm vereist, een uitwendige geometrie zonder scheidingslijnen nodig heeft, of wordt geproduceerd met 500 tot 500.000 eenheden per jaar in aluminium, ijzer of roestvrij staal.