Centrifugaal gegoten componenten leveren consistent superieure mechanische eigenschappen, een dichtere microstructuur en een langere levensduur in vergelijking met onderdelen geproduceerd door statische gietmethoden. Door gecontroleerde rotatiekracht te gebruiken om gesmolten metaal tegen een malwand te verdelen, elimineert het centrifugale gietproces de porositeit, krimp en insluitingsdefecten die conventionele zand- en zwaartekrachtgietstukken teisteren. Van drukleidingen en cilindervoeringen tot lucht- en ruimtevaartringen en chemische procesapparatuur: centrifugaal gegoten onderdelen zijn de maatstaf voor structurele integriteit in veeleisende toepassingen. In deze handleiding wordt precies uitgelegd hoe het proces werkt, waarin het uitblinkt en hoe u kunt bepalen of dit de juiste productiemethode is voor uw componenten.
Wat betekent "centrifugaal gegoten"?
EEN centrifugaal gegoten onderdeel is er een die wordt geproduceerd door gesmolten metaal in een snel roterende mal te gieten, waar middelpuntvliedende kracht (niet de zwaartekracht) het metaal naar buiten drijft om een dichte, uniforme vorm tegen de malwand te vormen. De term onderscheidt deze klasse componenten van componenten die worden geproduceerd door statische gietmethoden zoals zandgieten, investeringsgieten of zwaartekrachtgieten, waarbij metaal een stationaire holte vult.
De rotatiesnelheid van de mal tijdens het gieten wordt nauwkeurig gecontroleerd en genereert doorgaans een middelpuntvliedende kracht van 75 tot 150 keer de zwaartekracht (75-150 G) . Deze extreme kracht verdicht het stollende metaal, duwt lichtere onzuiverheden – slakken, oxiden, gasbellen – naar de binnenboring waar ze kunnen worden weggefreesd, en produceert een korrelstructuur die fijner en meer gericht is dan welk statisch gieten dan ook kan bereiken.
Het proces wordt meestal toegepast op cilindrische of buisvormige geometrieën - pijpen, ringen, hulzen, voeringen en bussen - hoewel vormvarianten van het proces complexere asymmetrische vormen kunnen produceren.
Hoe het centrifugale gietproces werkt, stap voor stap
Het centrifugale gietproces volgt een nauwkeurig geordende workflow waarin de matrijsvoorbereiding, de gietsnelheid, de rotatiesnelheid en de koelsnelheid allemaal zorgvuldig worden gecontroleerd om defectvrije onderdelen te produceren. Hier ziet u hoe een standaard horizontale centrifugale gietcyclus verloopt:
- Stap 1 — Vormvoorbereiding: EEN permanent steel or graphite mold is cleaned, preheated to 150–300°C, and coated with a refractory wash to prevent metal adhesion and control heat extraction rate.
- Stap 2 — Matrijsrotatie: De matrijs wordt doorgaans versneld tot de beoogde rotatiesnelheid 300–3.000 tpm afhankelijk van de vormdiameter en de legeringsdichtheid, voordat het gieten begint.
- Stap 3 — Metaalgieten: Gesmolten metaal wordt met een gecontroleerde stroomsnelheid via een schenktuit of trog ingebracht terwijl de mal draait. Het metaal wordt door middelpuntvliedende kracht onmiddellijk naar buiten tegen de malwand geworpen.
- Stap 4 — Stolling: Het metaal stolt van buiten naar binnen, waarbij de dichte buitenmuur eerst tegen de koele mal bevriest. Lichtere onzuiverheden scheiden zich naar binnen in de richting van de boring en worden als laatste vast.
- Stap 5 — Extractie en inspectie: Eenmaal gestold, wordt het gietstuk eruit gehaald, afgekoeld en onderworpen aan dimensionale inspectie, ultrasoon testen en oppervlakteonderzoek voordat het wordt bewerkt.
- Stap 6 — Bewerking: De binnenste boring – die de gescheiden onzuiverheidslaag bevat – wordt machinaal weggewerkt, waardoor alleen de schone, dichte buitenste metalen structuur overblijft. Dit is een belangrijk kwaliteitsvoordeel: defecten worden systematisch verwijderd en niet verborgen.
Drie soorten centrifugaal gieten: waar, semi en gecentrifugeerd
Niet alle centrifugaal gegoten onderdelen gebruiken dezelfde procesvariant: de drie hoofdtypen verschillen in matrijsoriëntatie, geometrische mogelijkheden en de mate waarin de middelpuntvliedende kracht het uiteindelijke onderdeel vormt.
1. Echt centrifugaal gieten
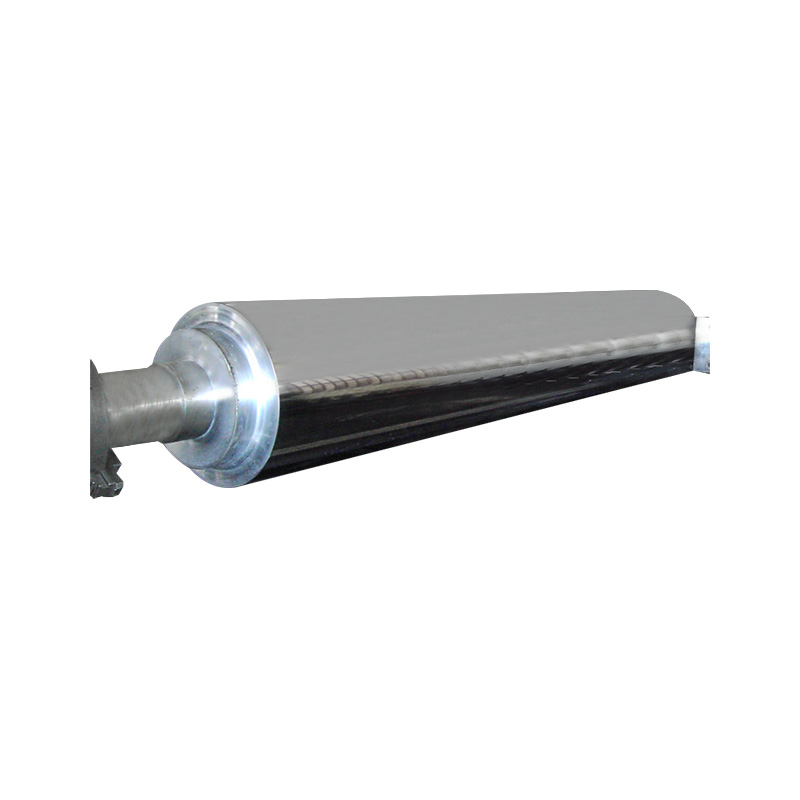
De malas is uitgelijnd met de as van het gietstuk. Het binnenoppervlak van het onderdeel wordt volledig gevormd door middelpuntvliedende kracht; er wordt geen kern gebruikt. Dit is het proces dat wordt gebruikt om te produceren pijpen, cilinders, ringen en buizen . De mal kan horizontaal (voor lange cilinders) of verticaal (voor korte ringen met grote diameters) worden georiënteerd. Deze variant levert de maximale dichtheid en het microstructurele voordeel van alle drie de methoden.
2. Semi-centrifugaal gieten
De mal roteert om een verticale as, maar een centrale kern wordt gebruikt om de binnenste geometrie te vormen. De middelpuntvliedende kracht vult de metaalverdeling aan – in plaats van alleen maar te bepalen. Deze methode wordt gebruikt voor tandwielonderdelen, wielen, katrollen en flenscomponenten waar een stevig centrum vereist is. Het proces levert een verbeterde dichtheid op vergeleken met statisch gieten, maar minder dan echt centrifugaal gieten.
3. Centrifugeren (drukgieten)
Meerdere vormholtes zijn radiaal rond een centrale spruw aangebracht. Het gehele samenstel roteert, waarbij gebruik wordt gemaakt van centrifugale druk om metaal in elke holte te persen. Deze variant wordt gebruikt voor kleine, complexe, niet-symmetrische delen zoals tandheelkundige componenten, sieraden en kleine precisieonderdelen waarbij verbeterde vulling en verminderde porositeit de primaire doelen zijn. Het centrifugale voordeel hier is de volledigheid van de vulling in plaats van een verbetering van de dichtheid.
| Typ | Vormoriëntatie | Kern vereist? | Typische onderdelen | Dichtheidsvoordeel |
| Echte centrifugaal | Horizontaal of verticaal | Nee | Leidingen, cilinders, ringen | Maximaal |
| Semi-centrifugaal | Verticaal | Ja (middenkern) | Tandwielplaten, wielen, flenzen | Hoog |
| Centrifugeren | Verticaal (radial cavities) | Ja (vormvormen) | Kleine precisieonderdelen | Matig |
Tabel 1: Vergelijking van de drie centrifugale gietprocesvarianten op basis van oriëntatie, kernvereiste, onderdeelgeometrie en relatieve dichtheidsvoordeel.
Waarom centrifugaal gegoten onderdelen metallurgisch superieur zijn
De metallurgische voordelen van centrifugaal gegoten componenten zijn niet marginaal: ze zijn meetbaar, herhaalbaar en gedocumenteerd in tientallen jaren aan materiaaltestgegevens. Dit is wat de fysica van het proces oplevert:
Bijna nul porositeit
Bij statische gietstukken raken gasbellen en krimpholtes gevangen in de stollende massa. In centrifugaal gegoten onderdelen is het middelpuntvliedende krachtveld (75–150 G) veel sterker dan de opwaartse krachten die gasbellen op hun plaats houden, zodat bellen naar binnen migreren naar de boring en door machinale bewerking worden geëlimineerd. Regelmatig worden er onafhankelijke tests uitgevoerd porositeitsniveaus onder 0,1% in centrifugaal gegoten componenten, vergeleken met 2–5% porositeit in gelijkwaardige zandgietstukken.
Directionele stolling en fijne korrelstructuur
Metaal stolt vanaf de buitenmuur naar binnen in een centrifugaal gegoten onderdeel. Deze directionele stolling produceert een kolomvormige korrelstructuur die radiaal is uitgelijnd - de sterkste richting voor drukhoudende toepassingen. Het resultaat is een materiaal dat zich qua trek- en vermoeiingseigenschappen dichter bij gesmeed (bewerkt) metaal gedraagt dan bij een conventioneel gietstuk.
Mechanische eigendomsvoordelen
Vergeleken met zandgegoten equivalenten in dezelfde legering vertonen centrifugaal gegoten componenten doorgaans:
- 10–20% hogere treksterkte
- 15–25% hogere vloeigrens
- 20–30% betere rek (ductiliteit)
- Aanzienlijk verbeterde weerstand tegen vermoeidheid onder cyclische belasting
- Superieure corrosieweerstand dankzij een homogene, inclusievrije microstructuur
Inclusiescheiding
Slakken, oxiden en niet-metalen insluitsels zijn minder dicht dan de gesmolten metaalmatrix. Onder middelpuntvliedende kracht scheiden ze zich naar binnen naar het booroppervlak - hetzelfde gebied dat vervolgens wordt weggefreesd. Dit betekent dat de structurele wand van het voltooide onderdeel is in wezen vrij van insluitsels , een resultaat dat geen enkele statische gietmethode op betrouwbare wijze kan repliceren.
Centrifugaal gegoten versus zandgegoten versus investeringsgiet: een directe vergelijking
Centrifugaal gegoten onderdelen zijn leidend op het gebied van mechanische eigenschappen en interne stevigheid, terwijl zandgieten wint bij geometrische flexibiliteit en investeringsgieten uitblinkt in fijne details. De juiste keuze hangt af van de functionele vereisten van het onderdeel.
| Criterium | Centrifugaal gegoten | Zand gegoten | Investeringscast |
| Interne porositeit | <0,1% (uitstekend) | 2–5% (arm) | 0,5–1% (goed) |
| Treksterkte | Hoogest | Laagste | Matig–High |
| Geometrische complexiteit | Laag-medium (cilindrisch) | Zeer hoog | Zeer hoog |
| Oppervlakteafwerking (zoals gegoten) | Matig (OD smooth) | Ruw | Uitstekend |
| Materiaalopbrengst | Hoog (no risers/gates) | Laag (afval van poortsysteem) | Matig |
| Gereedschapskosten | Matig | Laag | Hoog |
| Beste voor | Drukdelen, liners, ringen | Grote, complexe vormen | Kleine precisieonderdelen |
Tabel 2: Head-to-head vergelijking van centrifugaal gegoten, zandgegoten en investeringsgegoten onderdelen op het gebied van porositeit, sterkte, geometrie, oppervlakteafwerking, opbrengst, gereedschapskosten en toepassingsgeschiktheid.
Materialen die gewoonlijk worden geproduceerd als centrifugaal gegoten componenten
Centrifugaalgieten is compatibel met vrijwel elk gietbaar legeringssysteem en is vooral effectief bij materialen die profiteren van directionele stolling en een laag insluitingsgehalte. De meest voorkomende centrifugaal gegoten materialen zijn onder meer:
- Grijs en nodulair gietijzer: Gebruikt voor cilindervoeringen, pijpleidingen en machineonderdelen. Centrifugaal gietijzer vertoont een uitlijning van grafietvlokken die de slijtvastheid bij voeringtoepassingen verbetert.
- Koolstof- en laaggelegeerde staalsoorten: Gebruikt voor drukvaten, chemische procesapparatuur en structurele ringen. Centrifugaal gegoten staal bereikt bijna gesmeed mechanische eigenschappen.
- Roestvast staal (serie 300 en 400): Gebruikt in corrosieve chemische, voedselverwerking en farmaceutische toepassingen. De insluitvrije microstructuur van centrifugaal gegoten roestvrij staal verbetert de weerstand tegen spleetcorrosie.
- Op nikkel gebaseerde superlegeringen: Gebruikt voor lucht- en ruimtevaartringen, gasturbinecomponenten en procesapparatuur voor hoge temperaturen waarbij kruipweerstand boven 700°C vereist is.
- Koperlegeringen (brons, messing, gun metal): Gebruikt voor bussen, lagers, mouwen en maritieme componenten. Bronzen centrifugale gietstukken vertonen uitstekende draageigenschappen en corrosieweerstand in zeewater.
- EENluminum alloys: Gebruikt voor lichtgewicht lucht- en ruimtevaart-, automobiel- en consumentenproducttoepassingen waarbij dunwandige buiscomponenten vereist zijn.
- Titanium legeringen: Gebruikt in gespecialiseerde ruimtevaart- en medische implantaattoepassingen. Centrifugaal gieten van titanium vereist verwerking in vacuüm of inerte atmosfeer vanwege de extreme reactiviteit van het metaal bij giettemperaturen.
Industrieën die afhankelijk zijn van centrifugaal gegoten componenten
Centrifugaal gegoten onderdelen zijn essentieel in elke industrie waar cilindrische componenten druk, temperatuur of mechanische spanning moeten weerstaan op niveaus die statische gietstukken niet op betrouwbare wijze kunnen ondersteunen.
Olie & Gas en Petrochemie
Centrifugaal gegoten buizen, pijpen en fittingen vormen de ruggengraat van raffinaderijovensystemen, katalytische krakerbuizen en hogedrukstroomleidingen. Stralings- en convectiebuizen werkend op 900–1.100°C in raffinaderijovens worden bijna universeel centrifugaal gegoten in hittebestendige legeringen zoals HP-gemodificeerd of HK-40 roestvrij staal - materialen waarvan de prestaties bij temperatuur volledig afhangen van de microstructurele uniformiteit die alleen centrifugaal gieten kan bieden.
Energieopwekking
Stoomturbinebehuizingen, rotorhulzen en ketelbuizen in thermische energiecentrales worden routinematig centrifugaal gegoten uit chroom-moly- en roestvrijstalen legeringen. De mogelijkheid om dikwandige cilinders met consistente wanddikte te produceren is van cruciaal belang voor componenten die werken op stoomdrukken hoger dan 300 bar .
EENerospace and Defense
Structurele ringen, lagerringen en turbinemantels voor de lucht- en ruimtevaart die als centrifugaal gegoten componenten worden geproduceerd, moeten voldoen aan extreem strenge acceptatiecriteria voor niet-destructieve testen (NDT). De bijna nul porositeit van centrifugaal gegoten nikkel-superlegeringen zorgt ervoor dat ze kunnen passeren fluorescerende penetrantinspectie (FPI) en ultrasoon testen standaarden die de meeste statisch gegoten alternatieven zouden elimineren.
EENutomotive and Heavy Equipment
Motorcilindervoeringen – de slijtvaste ijzeren hulzen die het boringoppervlak vormen in diesel- en benzinemotoren – behoren tot de meest gebruikte centrifugaal gegoten componenten die wereldwijd worden geproduceerd. Miljoenen cilindervoeringen worden jaarlijks centrifugaal gegoten omdat het proces een grafietmicrostructuur aan het boringoppervlak produceert die de olieretentie en slijtvastheid verbetert door 30–50% vergeleken met statisch gegoten of machinaal bewerkte alternatieven.
Water- en afvalwaterinfrastructuur
Gietijzeren waterleidingen, drukleidingen en fittingen worden al meer dan een eeuw centrifugaal gegoten voor de gemeentelijke watervoorzieningsinfrastructuur. Centrifugaal gegoten gietijzeren buis voldoet aan internationale normen zoals ISO 2531 en EN 545 en de typische levensduur in ondergrondse toepassingen is langer 100 jaar .
Maritiem en offshore
Schroefasbussen, schroefaskokervoeringen en zeewaterpomplichamen zijn centrifugaal gegoten in nikkel-aluminiumbrons of duplex roestvrij staal. De homogene microstructuur elimineert de selectieve fasecorrosie (ontzinking, dealuminificatie) die statisch gegoten alternatieven in de zeewatervoorziening beïnvloedt.
Beperkingen van centrifugaal gieten: wanneer moet u een ander proces kiezen
Ondanks de metallurgische voordelen is centrifugaalgieten niet voor elk onderdeel de juiste keuze; geometrische beperkingen en economische factoren zorgen ervoor dat sommige onderdelen beter geschikt zijn voor alternatieve processen.
- Complexe niet-symmetrische geometrieën: Componenten met flenzen, montagenokken, dunne vinnen of ingewikkelde interne doorgangen kunnen niet worden geproduceerd door echt centrifugaal gieten. Zandgieten of investeringsgieten zijn beter geschikt.
- Zeer kleine batchgroottes: Het instellen van de matrijs en het kalibreren van het rotatiesysteem brengen vaste kosten met zich mee die centrifugaalgieten economisch suboptimaal maken voor hoeveelheden onder de ongeveer 10–20 stuks in sommige legeringssystemen.
- EENlloys with extreme density differences between phases: Bij sommige meerfasige legeringen kan centrifugale segregatie samenstellingsgradiënten door de wanddikte veroorzaken - eerder een nadeel dan een voordeel. Dit moet worden beheerd door middel van legeringsselectie en procescontrole.
- Zeer grote asymmetrische componenten: Structurele gietstukken zoals motorblokken, kleplichamen of pomphuizen vallen buiten het geometrische bereik van centrifugaal gieten. Deze worden beter bediend door niet-gebakken zand of investeringsgieten.
Kwaliteitscontrolenormen voor centrifugaal gegoten componenten
Centrifugaal gegoten onderdelen die bestemd zijn voor kritische toepassingen moeten voldoen aan een strenge reeks materiaal-, maat- en niet-destructieve testnormen. De belangrijkste normen die van toepassing zijn op centrifugaal gegoten componenten zijn onder meer:
| Standaard | EENpplication | Belangrijkste vereisten |
| EENSTM A 48 / A 278 | Centrifugale gietstukken van grijs ijzer | Treksterkte, hardheid, microstructuur |
| EENSTM A 532 | EENbrasion-resistant cast iron | Hardheid, samenstelling, microstructuur |
| ISO 2531 / EN 545 | Gietijzeren waterleiding | Hydrostatische druktest, wanddikte, coating |
| EENSTM A 999 / A 530 | Stalen centrifugaalbuis en buis | Hydrostatische test, maattoleranties, NDT |
| EENMS 2175 | EENerospace castings classification | Radiografische, FPI, ultrasone acceptatiecriteria |
Tabel 3: Belangrijke kwaliteits- en nalevingsnormen die van toepassing zijn op centrifugaal gegoten componenten in verschillende sectoren, waaronder waterinfrastructuur, stalen buizen, gietijzer en lucht- en ruimtevaart.
Veelgestelde vragen over centrifugaal gegoten onderdelen
Vraag: Wat is het verschil tussen centrifugaal gegoten en centrifugegegoten?
De termen worden in de industrie vaak door elkaar gebruikt, maar technisch gezien "centrifugaal gegoten" verwijst naar echt centrifugaal gieten waarbij de vorm van het onderdeel rechtstreeks wordt gevormd door middelpuntvliedende kracht (zoals in pijpen en cilinders), terwijl "centrifugecast" of "gecentrifugeerd" verwijst naar de drukgietvariant waarbij meerdere vormholtes rond een centrale as zijn gerangschikt en de centrifugaalkracht de vulling verbetert en de porositeit in complex gevormde onderdelen vermindert.
Vraag: Hoe dik kunnen centrifugaal gegoten muren zijn?
Er is geen praktische bovengrens voor de wanddikte voor centrifugaal gegoten componenten; zeer dikwandige cilinders en ringen zijn een bijzondere sterkte van het proces. Wanddiktes vanaf 3 mm tot ruim 200 mm zijn met succes geproduceerd. Het proces is vooral voordelig voor drukvaten met een dikke wand, omdat het stolpatroon van buiten naar binnen ervoor zorgt dat de structureel kritische buitenwand als eerste stolt onder druk.
Vraag: Kan centrifugaal gieten bimetaalcomponenten produceren?
Ja. Bimetaal centrifugaal gegoten componenten – waarbij twee verschillende legeringen achtereenvolgens worden gegoten om een composietwand te vormen – zijn een belangrijke commerciële toepassing van het proces. Een veelvoorkomend voorbeeld is een slijtvaste hardijzeren buitenlaag die over een taaie nodulair gietijzeren binnenlaag wordt gegoten voor toepassingen zoals voeringen van maalmolens en rolschalen. De twee metalen binden zich tijdens het stollen metallurgisch aan het grensvlak.
Vraag: Hoe verhoudt centrifugaal gieten zich tot smeden voor ring- en cilindercomponenten?
Smeden produceert de hoogst mogelijke mechanische eigenschappen door door vervorming veroorzaakte korrelverfijning, maar vereist dure matrijzen, kan niet voor alle legeringen worden gebruikt en is beperkt in wanddikte en diameter. Centrifugaal gegoten ringen en cilinders bereiken dit 80-95% van de mechanische eigenschappen van gelijkwaardige smeedstukken tegen aanzienlijk lagere gereedschaps- en productiekosten, en kan worden geproduceerd in diameters en wanddiktes waar smeden technisch niet haalbaar is.
Vraag: Welke wanddiktetolerantie kan worden bereikt bij centrifugaal gegoten onderdelen?
De tolerantie voor de gegoten wanddikte voor centrifugaal gegoten onderdelen is doorgaans ±3–5% van de nominale wanddikte , afhankelijk van de legering, de giettemperatuur en de vormconditie. Na bewerking zijn er toleranties voor de afgewerkte wanddikte van ±0,1–0,5 mm worden routinematig gerealiseerd en voldoen aan de eisen van de meeste drukleidingen en mechanische normen.
Vraag: Wat is de maximale diameter en lengte die haalbaar is bij centrifugaalgieten?
Horizontale centrifugaalgietmachines produceren routinematig pijpen en cilinders tot 2,5 meter in diameter en 8-10 meter lang . Verticale machines worden gebruikt voor korte ringen met een grote diameter en zijn geschikt voor grotere diameters 3 meter . De praktische bovengrens wordt bepaald door de capaciteit van de machine en het vermogen om de matrijs te hanteren, en niet zozeer door de fysica van het proces zelf.
Conclusie: Wanneer moet u centrifugaal gegoten componenten specificeren?
Specificeer centrifugaal gegoten componenten wanneer uw ontwerp een cilindrische geometrie vereist, de toepassing druk, temperatuur, slijtage of corrosie met zich meebrengt en de levensduur of veiligheid een primaire zorg is. Het proces is niet de meest veelzijdige gietmethode – het kan niet tippen aan zandgieten vanwege de geometrische complexiteit of investeringsgieten voor fijne details – maar voor de specifieke klasse onderdelen die het produceert, komt geen enkel ander gietproces ook maar in de buurt van de combinatie van structurele integriteit, materiaalefficiëntie en maatvastheid.
De gegevens zijn ondubbelzinnig: porositeit lager dan 0,1%, treksterkte 10-20% hoger dan zandgietequivalenten, levensduur gemeten in decennia in plaats van in jaren. Of u nu een ovenbuis specificeert voor een raffinaderij, een cilindervoering voor een dieselmotor of een structurele ring voor een lucht- en ruimtevaartassemblage, de keuze voor een centrifugaal gegoten component is een keuze voor aantoonbaar superieure metallurgische kwaliteit – en de staat van dienst van meer dan een eeuw industrieel gebruik ondersteunt deze bewering volledig.